
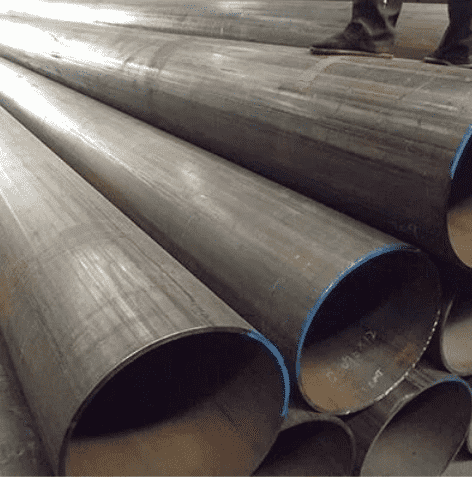
ERW Steel Pipe(Electric Resistance Welded Pipe), A53 ERW Pipe, ERW Carbon Steel Pipe
| Product: | ERW (Electric Resistance Welded ) Steel Pipe, ERW Carbon Steel Pipe |
| Application: | Used for Oil/Gas/Water transmission,Machinery Manufacturing |
| Size: | OD: 21.3-660mm |
| WT: 1.0-20mm | |
| LENGTH: 3-12m, or according to customer’s requirement | |
| Pipe Standard: | API 5L PSL1/PSL2 Gr.A,Gr.B,X42,X46,X52,X56,X60,X65,X70 |
| ASTM A53: GR.A, GR.B, ASTM A500 JIS G3466 | |
| ASTM A252 ASTM A178 | |
| AN/NZS 1163 AN/NZS 1074 | |
| EN10219-1 EN10217-1,S275, S275JR, S355JRH, S355J2H |

Product Details of ERW steel pipe
Pipe End: square ends (straight cut, saw cut, and torch cut). or beveled for welding, beveled,
Surface: Lightly oiled, Hot dip galvanized, Electro galvanized, Black, Bare, Varnish coating/Anti rust oil, Protective Coatings (Coal Tar Epoxy, Fusion Bond Epoxy, 3-layers PE)
Packing: Plastic plugs in both ends, Hexagonal bundles of max. 2,000kg with several steel strips, Two tags on each bundle, Wrapped in waterproof paper, PVC sleeve, and sackcloth with several steel strips, Plastic caps.
Test: Chemical Component Analysis, Mechanical Properties (Ultimate tensile strength, Yield strength, Elongation), Technical Properties (Flattening Test, Bending Test, Hardness Test, Impact Test), Exterior Size Inspection, Hydrostatic Test, NDT TEST ( ET TEST, RT TEST, UT TEST)
For ERW Line Pipe For ERW Casing
For ERW Structure Tube
For High pressure and high temperature
ERW pipe is manufactured by cold forming a flat steel strip into a rounded tube and passing it through a series of forming rollers to obtain a longitudinal seam. The two edges are then simultaneously heated with a high frequency current and squeezed together to produce a bond. The longitudinal ERW seam does not require filler metal while impurities in the heat affected zone are extruded during the welding process.
A few advantages to note with ERW pipe:
- There are no fusion metals used during the manufacturing process. This means that the pipe is extremely strong and durable.
- The weld seam cannot be seen or felt. This is a major difference when looking at the double submerged arc welding process, which creates an obvious welded bead that might need to be eliminated.
- With the advances in high-frequency electric currents for welding, the process is far easier and safer.
Standard:
for erw pipe
ASTM A53 B, A106, ASTM A178, ASTM A252
API 5L X42/46/52/56/60/70
ASTM A500, ASTM A513
EN 10204/10217 S235JR,S275JR, S355,S355JR,S355J2H
