
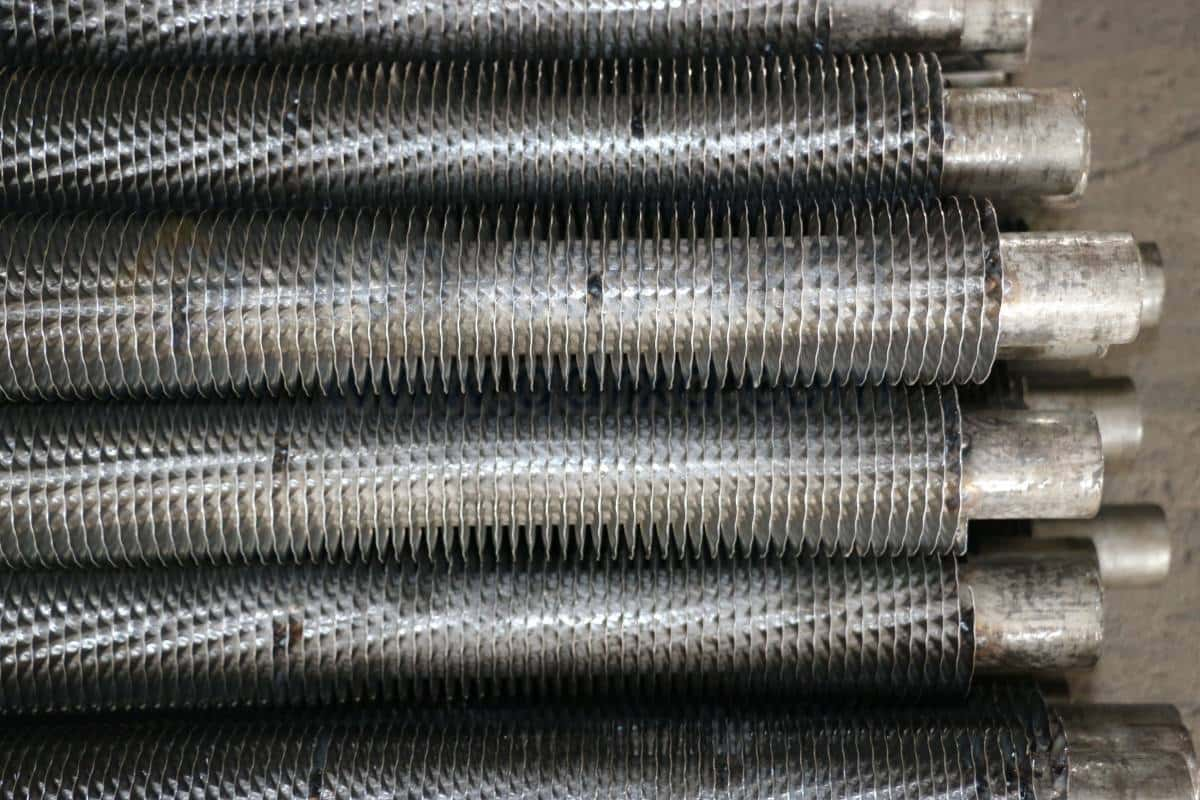
The fin-fitting process is to process a batch of individual fins with a punch in advance, and then use manual or mechanical methods to fit the fins on the outer surface of the tube by interference according to a certain height (fin pitch).
It is the earliest method of processing finned tubes. Due to the simple process of the kit, low technical requirements, low price of the equipment used, and easy maintenance, many factories are still using it.
This process is a labor-intensive process scheme, which is suitable for the capital and technical conditions of general small factories or township enterprises.
Sets made by manual methods are called manual sets. It uses tools and relies on human power to press the fins in one by one.
In this method, because the press-in force of the fins is limited, the interference of the suit is small, and the fins are prone to loosening.
Mechanical fitting of fins is performed on a fin fitting machine. Since the fins are pressed in by mechanical impact force or liquid pressure, the pressing force is large, so a larger interference can be used.
The bonding strength between fins and tubes is high and not easy to loosen. The mechanical transmission set machine has high productivity, but it is noisy, poor in safety, and the working conditions of workers are not good.
Although the above-mentioned problems do not exist in the hydraulic transmission, the equipment price is more expensive, the technical requirements for the maintenance personnel are higher, and the productivity is also lower.
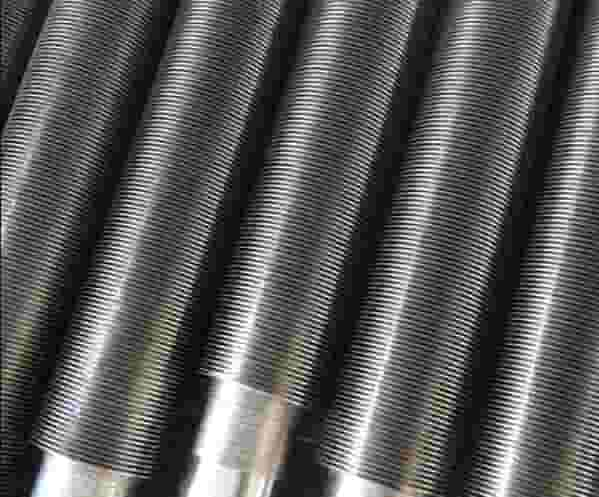
The inlaid spiral finned tube is to pre-machine a spiral groove with a certain width and depth on the steel pipe, and then inlay the steel strip on the steel pipe on a lathe.
During the winding process, due to a certain pre-tightening force, the steel strip will be tightly strung in the spiral groove, thus ensuring a certain contact area between the steel strip and the steel pipe.
In order to prevent the steel strip from rebounding and falling off, the two ends of the steel strip should be welded on the steel pipe. In order to facilitate inlaying, there should be a certain side clearance between the steel strip and the spiral groove.

If the side gap is too small and an interference is formed, it will be difficult for the mosaic process to proceed smoothly. In addition, the wound steel strip always has a certain spring back, and as a result, the steel strip and the bottom surface of the spiral groove cannot be well joined.
Embedded fins can be carried out on general-purpose equipment, and the cost is not high, but the process is complicated and the production efficiency is low.
The processing of brazed spiral finned tubes is carried out in two steps.

First of all, the plane of the steel strip is perpendicular to the axis of the pipe and wound on the outer surface of the pipe in a helical manner, and the two ends of the steel strip are welded to the steel pipe to fix, and then in order to eliminate the gap between the steel strip and the steel pipe, brazing method is used Weld steel strips and steel pipes together.
This method is expensive because of its high cost, so another method is commonly used, that is, the pipe wrapped with steel strip is put into the zinc bath for overall hot-dip galvanizing instead.
With integral hot-dip galvanizing, although the plating solution may not penetrate into the very small gap between the fin and the steel pipe, a complete galvanized layer is formed on the outer surface of the fin and the outer surface of the steel pipe.

The whole hot-dip galvanized spiral fin tube is limited by the thickness of the galvanized layer (when the galvanized layer is thick, the zinc layer is poor in firmness and easy to fall off), and the zinc liquid cannot completely penetrate into the gap, so the fin and The combination rate of the steel pipe is still not high.
In addition, the heat transfer coefficient of zinc is smaller than that of steel (about 78% of steel), so the heat transfer capacity is low. Zinc is easily corroded in acid, alkali, and sulfide.
Therefore, galvanized spiral finned tubes are not suitable for making air preheaters (recovering boiler flue gas waste heat).
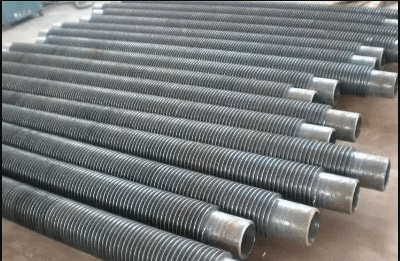
High-frequency high-frequency welded spiral finned tube is one of the most widely used spiral finned tubes at present, and is now widely used in waste heat recovery in electric power, metallurgy, cement industry, petrochemical industry and other industries.

High-frequency welded spiral finned tube is to use the skin effect and proximity effect of high-frequency current to heat the outer surface of the steel strip and steel pipe while the steel strip is wound around the steel pipe until it is in a plastic state or melted. Complete the welding.
This high-frequency welding is actually a solid-phase welding. Compared with methods such as inlaying and brazing (or overall hot-dip galvanizing), it is more advanced in terms of product quality (the welding rate of fins is high, up to 95%), productivity and automation. .
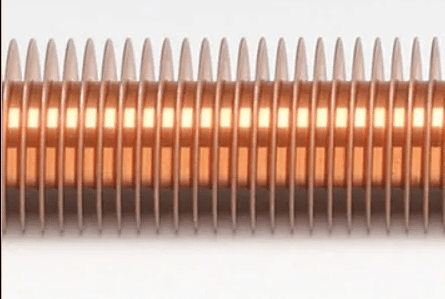
The production principle of the three-roll cross-rolled integral spiral finned tube is as follows: a mandrel is lined inside the bare tube, and driven by the rotation of the roll blade, the seamless steel tube is processed on the outer surface through the cavity formed by the rolling groove and the core head. out fins.
The finned tube produced by this method has high heat transfer efficiency because the base tube and the outer fin are an organic whole, so there is no problem of contact heat resistance loss.
Compared with the welding method, the three-roll cross-rolling method has the advantages of high production efficiency, low consumption of raw materials, and high heat transfer rate of the finned tubes produced.
At present, the three-roll cross-rolled integral spiral finned tube technology has been successfully applied to single-finned tubes or composite finned tubes with copper and aluminum fins, or steel low-finned tubes; steel integrally finned tubes are currently Low-finned tubes are mostly seen in the market, and the materials of integral high-finned tubes are mostly aluminum, copper, etc. And are generally formed by cold rolling.